
环氧富锌底漆施工工艺
环氧富锌底漆具有牺牲阳极保护阴极的作用,作为大气环境下,钢结构的防腐防锈底漆,特别适用于严酷的腐蚀环境、或长期的耐候需求条件下使用。
由于环氧富锌底漆锌含量较高,所以对钢材表面要求也较高。
施工条件:
环境温度:5℃~40℃
温度低于15℃时,可以选用低温固化型环氧富锌底漆,低于10℃时,必须选用低温固化型。超出此温度范围外,不能施工。
相对湿度:25%~85%
表面处理:
环氧富锌底漆钢材表面处理应达到GB/T 8923规定的Sa2.5级;不便于喷射除锈的部位,手工和动力工具除锈至GB/T 8923规定的St3级;钢材表面粗糙度为30μm~75μm;
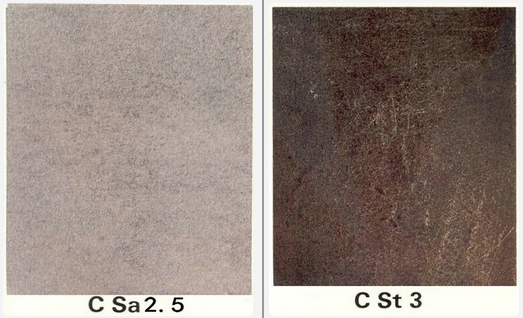
喷砂完工后,除去喷砂残渣,使用真空吸尘器或无油、无水的压缩空气,清理表面灰尘。 清洁后的喷砂表面灰尘清洁度要求不大于GB/T 18570.3规定的3级。
一般情况下,环氧富锌底漆应在表面处理完成后4h内施工于准备涂装的表面上;当所处环境的相对湿度不大于60%时,可以适当延时,但最长不应超过12h;不管停留多长时间,只要表面出现返锈现象,应重新除锈。
其他底材:包括ABS、硬质塑料、铝材、镀锌钢、玻璃钢等,均不宜使用本品。
施工方法:
|
1 |
2 |
3 |
|
高压无气喷涂: 最大稀释量:0~10% 喷孔:0.4~0.5mm 喷出压力:14~20MPa |
有气喷涂: 最大稀释量:5~20% 喷孔:2.0~2.5mm 喷出压力:0.3~0.4MPa |
刷涂:0~20% |
注:兑稀量、喷涂的遍数、喷涂压力,根据现场空压机大小,喷枪口径可自行调整,能达到涂膜厚度即可。
油漆喷枪喷涂操作技巧:
|
|
|
|
|
达到合适的雾化气压的条件:实现液体理想雾化所需的最低雾化压力。因此调整压力时应遵循的原则是:“喷雾形状好,所设压力对”(压力应尽可能低),过高的压力不会改进涂层质量,只会缩短设备的寿命又增加喷嘴的磨损,并会使涂料反弹,浪费涂料和污染空间。 |
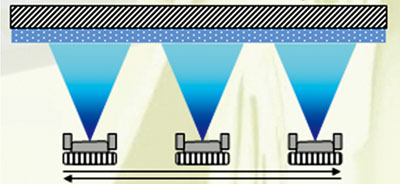
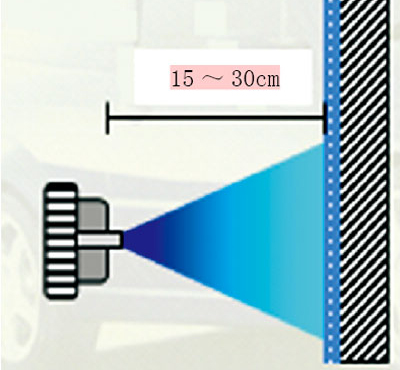
喷枪距离 a.喷枪与工件的距离大约为:普通空气雾化,15~20cm;无气喷涂雾化,30~38cm; b.要获得侵湿、色深、叫较厚的涂层时,喷枪可以离得近些; c.要获得较干、色浅、较薄的涂层时,喷枪可离开远些; |
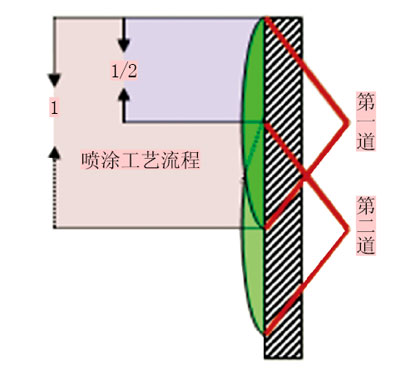
喷涂行程 a.喷枪枪体与工件表面保持垂直,否则会造成浪费涂料; b.相邻的喷涂行应有一个搭接量,对于普通无气喷涂,搭接量为50%;对于无气喷涂,搭接量为25%; c.当涂层厚度的均匀性要求高时应采用交叉喷涂法,先作坚直方向的喷涂。 |
漆膜厚度:
湿膜:80μm
干膜:50μm(无气喷涂)
干燥时间:
环氧富锌底漆干燥时间(23±2℃)时表干:1小时,实干:24小时;
相关产品


相关案例





 津公网安备 12011402000693号
津公网安备 12011402000693号